9.2.1 The general
requirements for quality control are specified in ISO 25239-5.
9.2.2 Unless otherwise
specified in relevant parts of the Rules, the following production
tests will be required.
9.2.3 A production
test is required when there is a change in procedure, a change in
tooling, after equipment repairs or modifications, after deviation
from optimum parameters are detected, when defects are identified
by non-destructive testing, after continuous welding of every 100
m length during a single shift and with a maximum interval between
procedure tests of 8 hours. For butt welds the production tests are
to consist of 100 per cent visual examination, two face bend tests,
two root bend tests and one macro section. For thicknesses exceeding
12 mm, sets of face and bend tests may be replaced by side bend tests.
For test assembly, see
Figure 13.9.1 Production test assembly for
Friction Stir Welds. The production tests for other joint geometry are to
be agreed between the Surveyor and the fabricator.
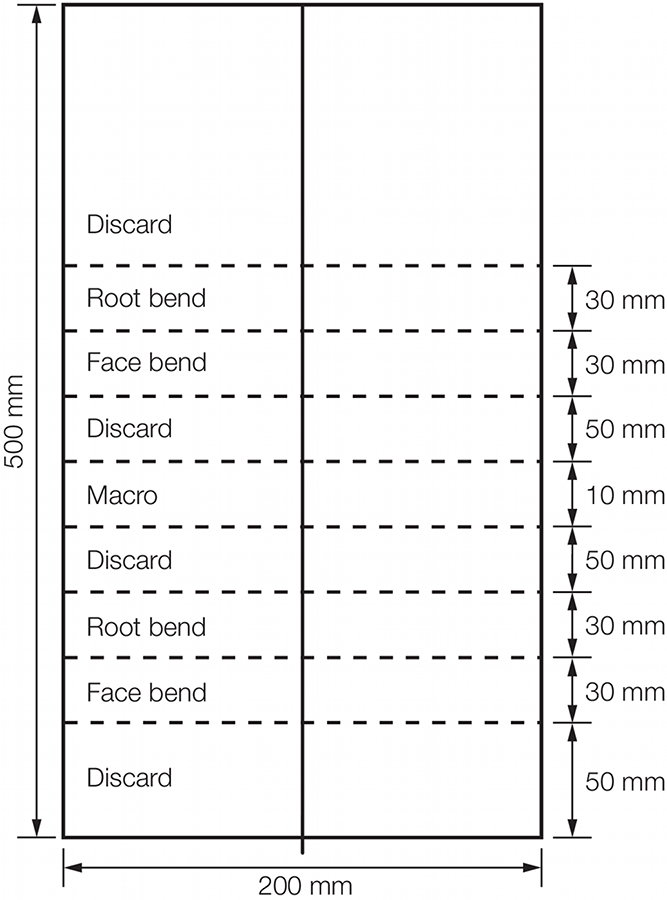
Figure 13.9.1 Production test assembly for
Friction Stir Welds
9.2.4 As an automated
process, all essential variables are to be recorded by the FSW system.
The welding operator is responsible for ensuring that the system continues
to produce welds that are in compliance with the qualified procedure.
Surveyors are to be informed when the system exceeds the operating
parameters. Surveyors are periodically to review the welding records.
9.2.5 Production
welds are to be subject to 100 per cent visual examination by the
fabricator and be subject to random checking by the Surveyor.
9.2.6 Surface
and volumetric NDE testing is to be conducted on production welds
at a frequency of two per welded panel or one every 100 m of weld,
whichever is the greater.