
Section
1 Verification requirements
1.1 Verification before coating application is started
1.1.1 Primary surface preparation and shop primer is the first coating
application process. Before primary surface preparation and shop primer, the
shipyard shall compile the CTF for pre-job agreement and submit it to LR Surveyors
for review. The TPA shall be agreed and signed by three parties, which are
shipowner, shipyard and coating manufacturer, before the CTF for pre-job agreement
is submitted to LR Surveyors. The contents of the CTF and required action refer to
Table 2.1.1 Checklist of the CTF for pre-job agreement.
Table 2.1.1 Checklist of the CTF for pre-job agreement
| No
|
Items
|
Activities by three parties
|
Activities by LR
|
Remark
|
| 1
|
TPA
|
Agree and Signature
|
Review
|
|
| 1.1
|
IMO PSPC applied area (IMO PSPC
Tank/Space Description and Drawings)
|
|
|
Some vessels may include
some spaces which could be mistaken to be within the scope of PSPC;
for example, some non-bulk carriers include double-side skin spaces
(DSSS). The tank arrangement drawings are recommended to be provided
for these vessels.
|
| 1.2
|
English to be used for
documentation
|
|
|
Sometimes the documents are written in
two languages. There could be a difference between the two
languages. The TPA should specify that English will prevail.
|
| 1.3
|
The selected coating system and shop
primer
|
|
|
Winter grade coatings should be
specified if they are used.
|
| 1.4
|
Coating Inspector(s) appointment
|
|
|
|
| 1.5
|
Assistants to the Coating
Inspector(s)
|
|
|
|
| 1.6
|
Copy of certificates of the Coating
Inspector(s)
|
|
|
The certificates shall be
valid.
|
| 1.7
|
Quality control process
|
|
|
Include: Inspection items, who will
carry out inspection and inspection standards.
|
| 1.8
|
Detailed requirements of coating
application and inspection
|
|
|
Include: Surface preparation and
coating application requirements for both hull structure and
out-fittings, reference standards, inspection notice, coating log
forms.
|
| 1.9
|
Settlement of disputes
|
|
|
Provide a procedure to settle the
disputes.
|
| 1.10
|
Non-conformity report issuing and
closing
|
|
|
Provide a procedure to
issue and close non-conformity reports.
|
| 1.11
|
Health and safety
|
|
|
Not mandatory, but should be addressed
in the CTF.
|
| 2
|
Copy of Type Approval Certificates for
main coatings and shop primer
|
|
Review
|
Weldable certificate of shop primer
shall also be provided. If winter grade main coatings are used,
their Type Approval Certificate shall also be provided.
|
| 3
|
Copy of PTDS for main coatings and shop
primer
|
|
Review
|
Some manufacturers have an application
procedure which shall also be provided.
|
| 4
|
Copy of Safety Data Sheet (SDS) for
main coatings and shop primer
|
|
Only for information
|
SDSs for both Part A and Part B for all
PSPC paint system components shall be provided by paint
manufacturers.
|
| 5
|
Procedures for in-service maintenance
and repair of coating system
|
|
Review
|
In compliance with MSC.Circ.1330
(PSPC-WBT) or MSC.Circ.1399 (PSPC-COT).
|
1.1.2 Some shipyards may have different formats for the CTF. But the contents listed in the
above checklist should be similar and comply with the
MSC.215 or MSC.288 requirements.
1.1.3 IMO PSPC applied area shall be in accordance with MSC.215(82) – PSPC-WBT or
MSC.288(87) – PSPC-COT.
1.1.4 The selected coating system shall have an LR Type Approval Certificate. The shop
primer shall be approved by Lloyd’s Register for weldability. Certificates shall be
confirmed to be valid. The details are held in the LR Approvals database.
1.1.5 A qualified Coating Inspector(s) shall be appointed. If there is to be more than one
Coating Inspector, there should be a clear definition of authority and
responsibilities for each Coating Inspector.
1.1.6 If the Coating Inspector(s) requires assistance from other persons to perform part of
the inspections, those persons shall perform the inspections under the Coating
Inspector’s supervision and shall be trained to the Coating Inspector’s
satisfaction. Training records shall be available for verification.
1.1.7 Validity of qualification certificates of the Coating Inspector(s) is confirmed by
the Surveyor. Coating Inspectors should be certified to NACE Coating Inspector Level
2, FROSIO Inspector Level III, or equivalent as verified by LR.
1.1.8 The quality control process and detailed requirements of coating application and
inspection shall at least comply with PSPC-WBT or PSPC-COT, respectively. Any
additional requirements of the coating supplier, Flag, Class or Owner can also be
included.
1.1.10 The shipyard is responsible for implementation of national regulations to ensure the
health and safety of individuals and to minimize the risk of fire and explosion.
1.1.11 PTDSs are checked in compliance with LR Type Approval Certificates and PSPC-WBT or
PSPC-COT respectively.
1.1.12 SDSs are available for information.
1.1.13 Procedures for in-service maintenance and repair of coating system shall
be prepared by the paint maker in compliance with the guidelines – MSC.Circ.1330 for
PSPC-WBT and MSC.Circ.1399 for PSPC-COT.
1.1.14 All interpretations shall be in compliance with SC223 and SC259 respectively.
1.1.15 For the shipyard who intend to retain the intact shop primer during block
blasting, an initial shop priming line audit shall be carried out by LR Surveyor(s).
The Approved Inspector should participate in the shop priming line audit process as
early as possible after being appointed. The Approved Inspector will then be
included as a signatory in the audit process. It may also be decided that the main
coating supplier participates in the audit process. The audit will be recorded in
the form – Figure 2.1.5 Shop priming plant
verification checklist. A different form may be used to record the audit.
1.1.16 If the shop priming line cannot be accepted by the LR Surveyor(s), the intact shop
primer should be 100 per cent fully removed by blasting to Sa 2½ during block
blasting.
1.2 Verification during coating application
1.2.1 The qualification of the Coating Inspectors shall be verified. For ‘Approved
Inspectors’ unknown to Lloyd’s Register, on-site verification will be required as
early as possible. For inspectors known to LR, spot check verification is
acceptable.
1.2.2 LR will record their monitoring verification details in the LR PSPC Checklists, Form
1215 (WBT and COT).
1.2.3 LR is to confirm that the shipyard’s QC system ensures that all calibration
certificates for inspection instruments are maintained up to date. If not, LR will
require all current certificates for review.
1.2.4 All sections of the Form 1215 shall be completed on a regular basis and be retained
for future reference.
1.2.5 There are five sections in Form 1215 which are used to record inspection
verification details. Table 2.1.2 Form 1215 vs inspection
processes
lists the five sections of Form 1215 with guidance for verification of the critical
inspection processes.
Table 2.1.2 Form 1215 vs inspection
processes
| No
|
Form 1215
|
Inspection processes
|
| 1
|
Primary surface preparation and shop primer application
|
Primary surface preparation and shop primer
|
| 2
|
Steel preparation
|
Sharp edge treatment after steel cutting
|
|
|
|
Sharp edge, welds and steel defects treatment at block
stage
|
| 3
|
Secondary surface preparation
|
Blast-cleaning of block
|
| 4
|
Surface preparation for
erection (or pre-erection) welds and damages
|
Surface preparation for pre-erection joints and
coating damages
|
| Surface preparation for erection joints and coating
damages
|
| 5
|
Main coating application
|
The 1st spray coat application of block
|
|
|
|
The 2nd spray coat application of block
|
|
|
|
The final coating inspection of block
|
|
|
|
The 1st spray coat application after erection or
pre-erection
|
|
|
|
The 2nd spray coat application after erection or
pre-erection
|
|
|
|
The final coating inspection after erection or
pre-erection
|
|
|
|
The tank final coating inspection before delivery
|
1.2.6 There are two types of Form 1215. They are Form 1215-WBT, which is applied to water
ballast tanks and double-side skin spaces, and Form 1215-COT, which is applied to
cargo oil tanks of crude oil tankers.
1.2.7 Monitoring of the coating inspection requirements, as required by the MSC.215(82) and
MSC.288(87) (Section 7.5), means checking, on a representative sampling basis, that
the inspectors are using the correct equipment, techniques and reporting methods, as
described in SC223 and SC259.
1.2.9 The LR Surveyor can choose to attend the inspection together with the three parties
or after the three parties complete the inspection items. The LR Surveyor can use
the data collected in the inspections to verify the reports issued by the Approved
Inspectors.
1.2.10 An appropriate level of inspections to be monitored by Surveyors should be agreed
during the kick-off meeting. It is recommended to include:
- Approximately 10 per cent of block inspections;
- A minimum of two hull stage tank inspections;
- A minimum of two pre-delivery tank inspections.
1.2.11 These inspections are recommended to include monitoring of the following critical
inspection processes:
- Block blasting;
- Block final coating inspection;
- Block 1st coat application;
- Block 2nd coat application;
- Surface preparation after erection and pre-erection (if applicable);
- Final coating inspection after erection and pre-erection (if
applicable);
- 1st coat application after erection and pre-erection (if applicable);
- 2nd coat application after erection and pre-erection (if applicable);
- Sharp edge treatment after steel cutting;
- Sharp edge, welds and steel defects treatment of block.
1.2.12 For the shipyard who intend to retain the intact shop primer, the verification of the
primary surface preparation and shop primer should be carried once for each
vessel.
1.2.13 For the shipyard who will 100 per cent fully remove by blasting the
intact shop primer to Sa 2½, the physical spot check of primary surface preparation
and shop primer can be omitted.
1.2.14 Non-conformances are to be documented in a Non-Conformance Report (NCR) and closed
off by the Approved Inspector after correction.
1.2.15 Non-conformances are considered non-compliances, if the shipyard or contractor
refuses to repair. Where the repair is specified to be carried out at a suitable
later date in the contract, the NCR will remain in place to act as a reminder until
the repair is successfully completed.
1.2.16 Routine requirements for repair after inspection will not be subject to an NCR if
repair is to be carried out immediately. Inspections resulting in rejection should
be detailed in the Preparation & Application Progress Report.
1.3 Verification after coating completion and prior to ship delivery
1.3.1 The shipyard shall complete the CTF for delivery in accordance with the PSPC-WBT and
PSPC-COT (only for cargo oil tanks of crude oil tankers) and ensure that all the
required documentation is included.
1.3.2 The CFT shall be submitted to the Surveyor for review prior to delivery.
Table 2.1.3 The checklist for the CTF for delivery provides a checklist for the review of the CTF for delivery.
Table 2.1.3 The checklist for the CTF for delivery
| No.
|
Item
|
Remarks
|
| 1
|
The CTF for pre-job agreement
|
The cover page should be signed by the
LR Surveyor.
|
| 2
|
The Amendment or supplementation of the
Tripartite Agreement (if any)
|
In some cases, the TPA has been
modified or supplemented; for example, if the Coating Inspector(s)
is replaced during the construction process.
|
| 3
|
Copy of Updated Certificates for
Coatings and Coating Inspectors (if any)
|
In some cases, the
certificates of the Coatings and Coating Inspectors may expire
during the construction process.
|
| 4
|
Copy of Updated PTDS and SDS (if
any)
|
The PTDS and SDS could be updated by
the paint manufacturer during the construction process.
|
| 5
|
Coating logs and work records
|
Confirm the forms used are the same as
specified in the TPA, the coating logs and work records are
completed, and the data is correct.
|
1.3.3 It shall be confirmed that all relevant reports have been signed by the Approved
Inspector(s) confirming that inspections have been carried out in accordance with
the MSC.215(82) and MSC.288(87) (only for cargo oil tanks of crude oil tankers), the
PTDS and all other agreed documentation. The Surveyor is also to confirm inspections
have been carried out to the satisfaction of the coating supplier's
representative.
1.3.4 Prior to delivery, the Surveyor is to confirm that a copy of the CTF has been given
to the Owner for placement on board. A copy of the completed CTF is to be retained
by LR for their records.
1.4 Verification Procedural Flow Chart
1.4.1 LR Verification Procedure Flow Chart refers to Figure 2.1.6 LR verification procedural
flow chart. The chart outlines the key stages of verification listed in the
PSPC-WBT and PSPC-COT requirements. LR verification requirements from Item 6 to Item
12 are summarized in Table 2.1.4 PSPC-WBT and PSPC-COT verification procedures.
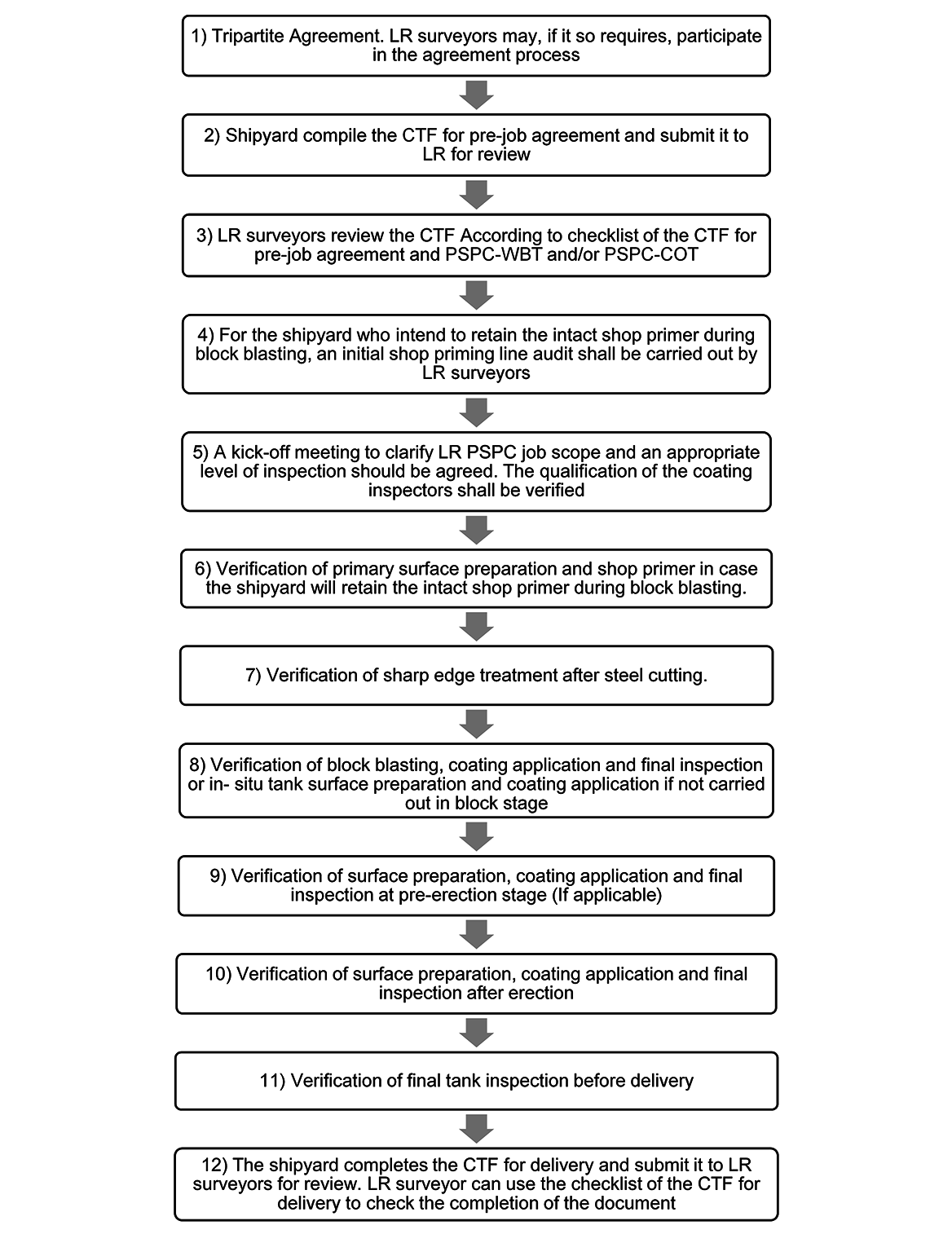
Figure 2.1.6 LR verification procedural
flow chart
Table 2.1.4 PSPC-WBT and PSPC-COT verification procedures
| PSPC-WBT and PSPC-COT
verification procedures
|
|
|
| These Guidelines are
intended to assist in the LR verification and should be used
together with the working procedures agreed in the pre-job meeting.
LR is to check, on a sampling basis, that the Approved Inspector
uses the correct equipment, techniques and reporting
methods.
|
| Item
|
PSPC Requirement
|
Comment
|
| Before Start
|
| Primary
surface preparation and shop primer
PSPC
Requirements refer to Figure 2.1.5 Shop priming plant
verification checklist
|
| Sharp edge, welds and
steel defects treatment
|
| Removal of sharp edges
|
See comment
|
All sharp edges should be rounded to a minimum of 2 mm radius.
The PSPC requires 3 pass grinding; however, other methods will be
acceptable to LR provided the required standard is achieved.
|
| Removal of undercuts / laminations /
spatter / other steel defects
|
ISO 8501-3 Grade P2
|
|
| Removal of oil and grease
|
To be removed
|
Visual or Water droplet test – Water must wet out surface to be
tested. (UV lamp may be proposed but this method will only be
effective with certain types of oil and grease.)
|
| Surface
Preparation
|
| Blocks
|
Welds and corroded areas
|
Sa 2½ ISO 8501 – 1
|
The ISO 8503 Comparator method does not include
grade 30 μm to 75 μm. The profile will therefore be judged using the
appropriate medium grade comparator. Note that there are two types
of comparator, one for grit and one for shot.
|
| Profile 30 μm to 75 μm
|
| Damaged shop primer
|
ISO 8503-1 and 2
|
| Intact shop primer
|
See the coating’s Type Approval Certificate
|
The ‘Type Approval Certificate’ PTDS, LR primary surface
preparation audit and the PSPC will indicate the minimum required
standard of preparation.
|
| Block pre-erection & Tanks
|
Erection joints
|
St 3 ISO 8501 - 1 or
|
The coating supplier may require a minimum surface
profile after grinding / discing (see PTDS). If areas are to be
blasted, suitable procedures should be put in place to avoid over
blast damage.
|
| Sa 2½ ISO 8501 - 1
|
| Blast profile as above
|
| Damages
|
St 3 ISO 8501 - 1 or
|
If damages > 2% of the
total area then blasting to Sa 2½ is mandatory. The Hull Stage Tank
report requires that the damaged area be estimated and recorded.
For cargo oil tanks of crude oil tankers, damages > 3% in
the deck head or damages > 20% in the tank top then blasting
to Sa 2½ is mandatory.
If damages are to be blasted, a minimum area per damaged spot
must be agreed prior to the start of blasting and steps taken to
avoid over blast damage. Small isolated areas of damage should
be mechanically repaired. If widespread small damages are
present, then the entire affected area should be blasted to
avoid unnecessary over blast damage.
Note that over blast damage can be very difficult to see, hence
the importance in taking adequate steps for its prevention.
|
| Sa 2½ ISO 8501 - 1
|
| Blast profile as above
|
| Areas >25 m2
|
Sa 2½ ISO 8501 - 1
|
For areas greater than 25 m2 blasting to
Sa 2½ is mandatory.
|
| Blast profile as above
|
| Overlap areas
|
–
|
The agreed method of abrasive cleaning must be acceptable to the
coating supplier and ensure acceptable inter-coat adhesion.
|
| Soluble Salt test – Surfaces
|
ISO 8502-9 or NACE SP0508-2010 ≤ 50 mg/m2
|
The minimum number of tests per block or tank should have been
agreed at the pre-job meeting. Additional tests may be necessary
depending on conditions at the time of verification. PSPC requires a
minimum of one test per block. Sampling should be by Bresle Patch or
similar (Size A-1250, i.e. 1250 ± 13 mm2) and
conductivity measured in accordance with ISO 8502-9. Tests should
focus on areas most likely to be contaminated or on areas likely to
have been 'missed' during the cleaning process, e.g. behind bars,
tank floors, areas of corrosion, etc.
|
| PSPC-WBT and
PSPC-COT verification procedures (continued)
|
| These Guidelines are
intended to assist in the LR verification and should be used
together with the working procedures agreed in the pre-job meeting.
LR is to check, on a sampling basis, that the Approved Inspector
uses the correct equipment, techniques and reporting
methods.
|
| Item
|
PSPC Requirement
|
Comment
|
| After surface
preparation and before 1st coat
|
| Dust removal
|
ISO 8502-3 Rating 1 Class '3', ‘4' or '5'
|
The dust quantity rating is
not to exceed quantity rating 1 for dust classes ‘3’, ‘4’ or ‘5’.
Dust of lower classes is to be removed if visible on the surface
without magnification.
|
| Air Temp
|
°C
|
|
Q.C. to monitor conditions during and
after application until work is completed.
|
| RH
|
≤ 85%
|
|
| Steel Temp
|
(≥ 3°C higher than Dew Point)
|
|
| Dew Point
|
°C
|
|
| Drum identification and batch number to be
verified
|
To comply with the PSPC and the PTDS
|
Batch number of both the
base and curing agent to be recorded in the coating report. Normally
only one batch will be required for any single area. The Approved
Inspector must agree if more than two batches are to be used in any
area and record the reasons in the Preparation & Application
Record.
|
| Note: The PSPC
Standards do not specify ambient conditions during surface
preparation. It is important, however, to confirm that ambient
conditions required for coating are achieved before the cleaning
inspection is started. If ambient conditions do not meet dew
point/RH/surface and air temperature criteria, the quality of
surface preparation is likely to deteriorate before application of
the first full coat and stripe coat is complete.
|
| Coating
application should commence as soon as possible after surface
preparation has been accepted and must be completed before any
visible deterioration has occurred.
|
| Separate preparation and
cleaning inspections may be preferred to avoid re-cleaning if
surface preparation is not accepted. Depending on shipyard practice,
however, cleaning and surface preparation inspections may be carried
out simultaneously. Loose spatter should be removed before the
cleaning inspection. Cleaning inspections should always be carried
out from the tank top down.
|
| After 1st
Spray Coat application
|
Coatings to be free from:
- sags, runs and puddles
- craters
- pinholes
- bubbles
- holidays inclusions
- other defects
|
Steps must be taken to avoid similar problems in the
future
|
If defects are widespread
or if considered significant the cause must be urgently
investigated. If necessary, coating activities should be halted
until the cause of the defect is remedied.
|
DFT spot check
- flat surfaces
- longitudinal stiffeners
- transverse stiffeners and girders
- large brackets and primary supports around
openings
- areas inaccessible by airless spray
|
|
As considered necessary by
the Approved Inspector.
|
| Excessive thickness removed
|
|
To be repaired in accordance
with the supplier’s recommendations.
|
| Before
subsequent full coats and stripe coats
|
| Over coating interval
|
To comply with the PTDS
|
|
| Adequate ventilation in place
|
|
To comply with the Tripartite Agreement, PSPC and
PDS.
|
| Bulk contamination removed
|
| Dust removal
|
| Inclusions
|
| Air Temp
|
Inclusions to be removed and the coating repaired in accordance
with the supplier’s instructions.
|
| RH
|
| Steel Temp
|
| Dew Point
|
| Drum identification and batch no. verified
|
| PSPC-WBT and
PSPC-COT verification procedures (continued)
|
| These Guidelines are
intended to assist in the LR verification and should be used
together with the working procedures agreed in the pre-job meeting.
LR is to check, on a sampling basis, that the Approved Inspector
uses the correct equipment, techniques and reporting
methods.
|
| Item
|
PSPC Requirement
|
Comment
|
| After Stripe
Coating
|
Coatings free from:
- inclusions
- pinholes
- sags, runs and
puddles
- other defects
|
|
|
Film continuity
- welds
- edges
- cut outs
- areas inaccessible by
airless spray
|
|
Scallops and rat holes, etc. to be verified using a mirror as
necessary.
|
| The substrate
should not to be visible.
|
| The sequence of stripe
coats will normally be agreed at the pre-job meeting. It may be that
both stripe coats are applied between the first and second full
coats. Normally each full coat and intermediate stripe coat will be
a different colour from its substrate. If the second stripe coat is
to be applied after the second full coat it is normal practice to
apply the same colour as the last full coat. The extent of the
second stripe coat will be agreed at the pre-job meeting.
|
| Final Coat
Verification
|
Coatings to be free from:
- inclusions
- sags, runs and puddles
- craters
- pinholes
- bubbles
- other defects
|
Steps must be taken to
avoid similar problems in the future
|
1. Inclusions to
be removed and repaired according to the supplier’s
recommendations
|
| 2. Sags, runs and
puddles, if present, will normally be caused by poor application
technique. In exceptional cases the cause may be a batch or
formulation problem.
|
| 3. Defects such
as craters, pinholes and bubbles may be caused by surface
contamination or surface condition, ambient conditions, application
techniques or problems with the product. If present, the cause
should be investigated immediately to avoid re-occurrence in other
blocks or tanks.
|
|
|
| Depending on the extent of
the defect it may be necessary to halt production until the problem
can be resolved.
|
Film continuity
- flat surfaces
- welds
- edges
- cut outs
- areas inaccessible by airless spray
|
|
Scallops and rat holes, etc. to be verified using a mirror as
necessary.
|
| The substrate
should not to be visible.
|
DFT check:
- flat surfaces
- longitudinal stiffeners
- transverse stiffeners and girders
- large brackets and primary supports around
openings
- areas inaccessible by airless spray
|
SSPS-PA2:2004
|
LR will
confirm that the DFT procedures as detailed in PSPC Annex 3 are
being followed by the Approved Inspector. The Approved Inspector
will demonstrate to LR by a series of spot checks that measurements
are taken in the areas as required by the PSPC. The Approved
Inspector will also demonstrate that measured DFTs are in accordance
with the Type Approval Certificate, the PTDS and the PSPC.
Note: The PSPC refers to NDFT (Nominal Dry Film
Thickness) and a 90/10 rule. This means 90% of all thickness
measurements shall by greater than or equal to the NDFT, and
none of the remaining 10% shall be below 0.9 x NDFT (see
Table 1.1.5 of the PSPC). Excessive thickness must also be
avoided and be within the coating supplier's maximum values
quoted in the PTDS.
It is not the
responsibility of LR to verify the overall condition of the
block or tank or to carry out the verification without the
presence of the Approved Inspector.
|
| &
|
| PSPC Annex 3
|
| Excessive thickness
|
|
To be repaired in accordance
with the supplier’s recommendations.
|
Note: The Pre-delivery (Completion) Inspection should be carried out
after sea trials / ballasting whenever possible.
|