3.1.1 In practice,
substantial corrosion to the shell above the waterline is rare. The
wind and waterline of any vessel is always subject to corrosive conditions,
i.e. moisture and oxygen. Particular care needs to be taken to examine
this area when Docking or In-water Surveys take place. Other areas
commonly subjected to some degree of corrosion are the forefoot in
way of cable abrasion, portable plate fastenings, sacrificial anode
fastenings, keel plating in way of dock blocks, rudder and stabilizer
plating, and defective coverings on exposed decks.
3.1.2 Bathrooms,
WCs, galleys and sculleries are examples of compartments where corrosion
can develop. These spaces are usually lagged and lined, and invariably
have tiled or composition decks; ATU spaces and plenum chambers normally
have coated decks only. These areas should be specially examined and
special care needs to be taken to ensure that Periodical Surveys take
into account reports from the ship’s staff on any area which
retains liquid or suffers from high condensation during service.
3.1.4 Electro-chemical
corrosion affects aluminium and can occur where bimetallic joints
are present.
3.1.5 Stainless steel
can be subject to crevice corrosion when sea-water is present.
3.1.6 There have
been a number of instances where internal corrosion has occurred in
the bottom shell plating of oil tanks, especially in way of suction
strums which has been undetected during previous surveys, see
Ch 12 Pitting.
3.1.7 Affected plating
should be cropped and part renewed. Thicker plate and suitable bevelling
should be considered. If the corrosion is limited to a small area,
i.e. pitting corrosion, repair by welding is acceptable, but refer
to the limitations in Ch 12 Pitting.
3.1.8 The same defect
can occur beneath inlet and suction pipes, see
Figure 10.3.1 Corrosion in way of suction strum. Where this is found the same
repair method can be adopted, and the pipe modified to a larger end
opening.

Figure 10.3.1 Corrosion in way of suction strum
3.1.9 The defect
may be caused by high flow rate associated with insufficient corrosion
prevention system, or galvanic action between dissimilar metals.
3.1.11 A comprehensive
examination of the bottom of all oil tanks is to be carried out and
if any part of the bottom shell plating is found to be materially
reduced, special attention should be paid to corresponding positions
in all other tanks, see
Figure 10.3.3 Corrosion in bottom of oil tanker. Any defects are to be made good.

Figure 10.3.3 Corrosion in bottom of oil tanker
3.1.12 Localized
vertical grooving of the shell might be found adjacent to the fillet
welds in way of bulkhead and shell frame connections, and erection
butts, see
Figure 10.3.4 Corrosion of side shell frames.
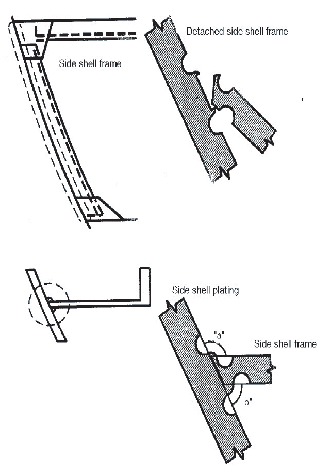
Figure 10.3.4 Corrosion of side shell frames
3.1.13 Where grooving
extends over several frames, the report should be accompanied by sketches.
3.1.14 Isolated
fractures may be repaired by veeing-out and rewelding; isolated cases
of grooving may be repaired by build-up of welding to the Surveyor’s
satisfaction.
3.1.15 At the survey
of older ships, the condition of the shell plating directly below
side scuttles should receive attention as condensation or leakage
through the scuttles can cause heavy local corrosion. Heavy corrosion
is also liable to occur in plating beneath ship’s side discharges.
3.1.16 Parts of
the ship’s structure under boiler fronts, saltwater pumps and
any other locality where leakage from pipes, machinery items or continuous
condensation occurs should be specially examined.
3.1.17 The extent
of the renewal above should be determined carefully. If the renewal
plate (original thickness) is welded to thin plate (corroded plate),
it may cause stress concentration and further fracture. Protective
coatings should be applied.
3.1.19 Corroded
plating should be cropped and renewed. Protective coatings should
be applied.